Bottom Line: It’s in the striving to always keep improving process and product quality based on insights from their Manufacturing Execution Systems (MES) that helps manufacturers become stronger and more responsive to customers in tough times.
Manufacturing CEOs say the acid test of business continuity today is to keep delivering the highest quality products they can on or before customer ship dates. Keeping customers’ trust by choosing to excel at product quality above all is one of the main factors that drive manufacturers to adopt MES systems. And it’s the foundation that makes it possible to deliver more real-time visibility into every process and order across the shop floor.
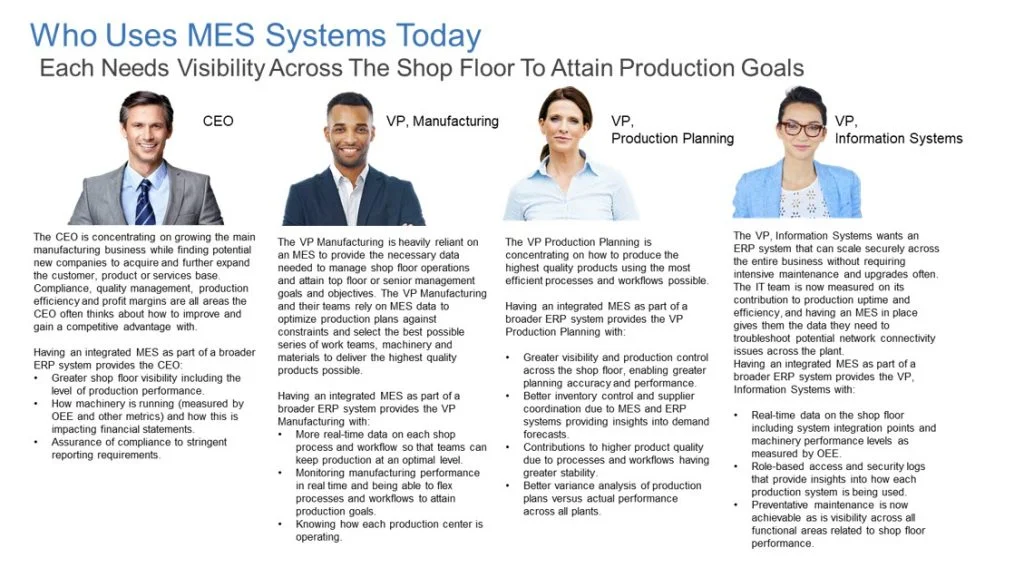
By definition, MES manages compliance, production, and quality by providing real-time process and product monitoring across a production center and integrating with the core ERP system. The DELMIAworks 2020 platform’s core is an integrated suite of ERP and MES applications that provide a seamless information flow of compliance, production, and quality data reported using Real-Time Production and RealTime™ Manufacturing Process Monitoring. The following graphic illustrates the end-to-end visibility DELMIAworks 2020 provides to key members of the senior management team today:
Why MES Solutions Are Critical To Modern Manufacturing
Removing the manually-intensive roadblocks that stand in the way of improving product quality, compliance, and production efficiency are where MES begins to make a difference in manufacturing operations quickly. The long term benefits of becoming a paperless operation that replaces the reliance on a series of spreadsheets to schedule production with electronic, automated systems deliver measurable results. Automating manufacturing compliance, quality, and production at scale is why MES solutions are critical to modern manufacturing.
The following are the key areas where MES is proving critical to improving modern manufacturing at scale:
- Providing track-and-traceability across supply chains that help solve material quality problems, improve inventory and order management and ensure compliance with industry standards. The more production locations a manufacturer has, the more important supply chain visibility is to maintaining quality levels and meeting production forecasts. Track and traceability save manufacturers from the high, unpredictable product recall expenses by catching product quality problems early.
- RealTime™ Manufacturing Process Monitoring is integral to MES systems and provides the data and insights to improve cycle times and reduce scrap by providing the insights needed to optimize production against constraints. Attaining higher levels of cycle time performance often requires redefining and re-engineering parts of the production process. Constraints that get in the way of gaining greater cycle time improvements are often integrated into the production process itself. Knowing which plant floor processes to change and how much to improve cycle times is key. Real-time monitoring can quantify constraints more accurately and define plans for overcoming each to attain higher cycle times.
- Using Real-Time Production Monitoring to capture data for Statistical Process Control (SPC) is a must-have for improving product quality, improving production efficiency, and staying in compliance with industry standards. Knowing which production processes, machines, work centers, and product lines are operating at high-quality levels are essential for keeping shop floor operations running smoothly. Real-Time Production Monitoring is the most accurate approach to capturing real-time data for creating SPC charts essential for fine-tuning manufacturing processes. Machine operators can also get a real-time view of process performance using quick inspection, control, and trend charts. Setting up alerts in SPC Modules to alert quality management, production engineering, and scheduling when there is a deviation in performance can help avert millions of dollars in lost production time.
- Quality Management is why most manufacturers buy an MES system, with the urgent drivers being process and product quality and automating audit reporting. Spreadsheet-based production systems only go so far in providing the data needed to excel at quality. And preparing for a quality audit can take days or weeks if the only system available is a series of spreadsheets. In MES systems, Quality Management is one of the most relied on modules there are. Look for Quality Management modules that provide end-to-end visibility and tracking and a proven track record of excelling at meeting industry quality standards, including automotive (TS), medical (FDA, 21 CFR Part 11), and ISO standards. It’s best to also look for an MES systems’ Quality Module that supports Advanced Product Quality Planning (APQP), Corrective Action Requests (CAR), and Corrective Action/Preventative Action (CAPA) workflows. The most comprehensive systems on the market will also support Material Review Board (MRB), have an Engineering Change Order (ECO) system, Document Contorl, Device History Record, and provide Cost of Quality data. The best MES systems aggregate these many reporting options together and automate Audit reporting, saving Quality Management and Compliance teams thousands of hours a year of manual drudgery of creating reports.
Conclusion
DELMIAworks offers fully integrated and native MES capabilities, developed specifically for manufacturers and designed within the system. RealTime™ data collection of shop floor activities at the machine and process level helps customers reduce costs, increase production yields and meet more delivery dates. By supporting 28 different manufacturing styles or processes, DELMIAworks customers can pivot from producing one product to another in a matter of days – not requiring the custom programming it would take with any other ERP system today.